What Pharmaceutical-Grade Actually Means (and What It Doesn't)
"Pharmaceutical-grade" is one of the most misused terms in the peptide market. Vendors slap it onto product listings the way gas stations print "premium" on their pumps. But unlike gasoline octane ratings, pharmaceutical grade has a specific legal and technical definition tied to federal regulation.
A pharmaceutical-grade peptide is an active pharmaceutical ingredient (API) manufactured in a facility that complies with current Good Manufacturing Practice (cGMP) regulations, codified in 21 CFR Parts 210 and 211. These regulations are enforced by the FDA and require that manufacturers "adequately control manufacturing operations" through quality management systems, validated standard operating procedures, high-quality raw materials, product quality deviation investigations, and validated quality control testing laboratories.
The facility itself must be registered with the FDA. The API must come with a valid certificate of analysis (COA) from each production batch. Every step from synthesis to packaging is documented in batch records that can be audited.
What pharmaceutical-grade does not mean: that the peptide is FDA-approved as a drug. BPC-157 manufactured under cGMP conditions at an FDA-registered facility is still not an FDA-approved drug product. The "grade" refers to the manufacturing quality standard, not the regulatory approval status. This distinction matters because some vendors use "pharmaceutical-grade" to imply a level of government endorsement that does not exist.

Research-Grade Peptides: What You're Really Getting
Research-grade peptides are manufactured for laboratory use: cell culture experiments, binding assays, structural studies. The target customer is a scientist running an in vitro experiment where the peptide's job is to interact with a receptor in a dish, not survive inside a human body.
This distinction shapes every manufacturing decision. Research labs do not need injectable-grade sterility for a cell culture experiment. They need confirmed amino acid sequence identity and reasonable purity for their assay to work. A 95% HPLC-pure peptide is perfectly adequate for most research applications.
The problem starts when people inject research-grade products subcutaneously. A product labeled 95% purity may contain degradation products, synthesis byproducts, or residual solvents that would fail a pharmaceutical inspection but pass a research-grade specification without anyone blinking. The remaining 5% is not inert filler. It is whatever was left over from the synthesis process: truncated peptide sequences, deletion peptides, residual trifluoroacetic acid (TFA) from cleavage, or acetonitrile from purification.
Equipment in research peptide facilities may not be sterilized between batches, raising the risk of cross-contamination. Batch sizes are smaller. Documentation is minimal. There is no regulatory body inspecting the facility or reviewing batch records.
None of this makes research-grade peptides worthless for research. It makes them inappropriate for injection into humans without additional quality verification.
How the Two Are Made: SPPS, Purification, and Where Quality Diverges
Both pharmaceutical-grade and research-grade peptides start with the same core chemistry: solid-phase peptide synthesis (SPPS). Amino acids are attached one at a time to a resin support, building the peptide chain from the C-terminus to the N-terminus. After the sequence is complete, the peptide is cleaved from the resin and purified.
Think of it like baking bread. The recipe (amino acid sequence) is the same. The difference is whether you are baking in a home kitchen or a commercial bakery with temperature-controlled ovens, calibrated scales, and health inspectors.
Here is where the paths diverge:
| Manufacturing Step | Pharmaceutical-Grade (cGMP) | Research-Grade |
|---|---|---|
| Raw materials | Protected amino acids sourced from qualified vendors with incoming QC testing | Standard commercial amino acids; minimal incoming verification |
| Synthesis environment | Controlled clean room (ISO Class 7-8); gowned operators; environmental monitoring | Standard laboratory; no clean room requirement |
| Purification | Preparative HPLC with validated methods; target purity typically >98% | HPLC purification to ~95%; methods may not be validated |
| Sterility | Sterile filtration (0.22 micron); endotoxin testing per batch; sterility testing | Not required; optional for premium products |
| Documentation | Full batch records; deviation reports; stability data; change control | Minimal; COA may cover only HPLC purity and mass spec confirmation |
| Facility oversight | FDA-registered; subject to inspection; state pharmacy board oversight | No regulatory registration required; no routine inspection |
The purification step is where cost and quality diverge most sharply. High-performance liquid chromatography (HPLC) separates the target peptide from synthesis impurities using differences in hydrophobicity. Running a preparative HPLC column at scale, with validated methods and documented results, costs significantly more than a quick analytical run. Research-grade manufacturers stop at "good enough for the assay." Pharmaceutical-grade manufacturers document that every impurity peak has been identified, quantified, and falls within specification.
Testing Standards: HPLC Purity vs. Full Characterization
The number on a COA that says "purity: 98.7%" is almost always an HPLC purity measurement. This is important to understand because HPLC purity measures only one thing: what percentage of the UV-absorbing material in the sample corresponds to the target peptide.
It does not tell you:
- Whether the peptide is sterile
- Whether it contains endotoxins (bacterial cell wall fragments)
- Whether residual solvents from synthesis are present
- Whether heavy metals are within safe limits
- Whether the peptide content per vial matches the label claim
- Whether the product will remain stable through its stated shelf life
A full pharmaceutical characterization panel includes all of the above, plus amino acid analysis (confirming the correct sequence), mass spectrometry (confirming molecular weight), and often peptide content determination (measuring the actual peptide mass versus salt and moisture content). A vial labeled "5 mg" might contain 5 mg of powder that is 70% peptide and 30% TFA counterion and water. That is normal chemistry, but a pharmaceutical-grade COA will specify the actual peptide content; a research-grade COA typically will not.
The HPLC purity trap: A 99% HPLC-pure research peptide and a 98% HPLC-pure pharmaceutical peptide are not equivalent products. The pharmaceutical product has been tested for sterility, endotoxins, residual solvents, heavy metals, and peptide content. The research product has been tested for one thing. Comparing them by HPLC purity alone is like comparing two cars by top speed while ignoring that one has no brakes.

Contamination Risks: Endotoxins, Heavy Metals, and What Independent Labs Find
Endotoxins are fragments of bacterial cell walls. They are everywhere in the environment and extremely difficult to remove once they contaminate a manufacturing line. They are also invisible to standard HPLC purity testing.
An analysis referenced by BBC News in its investigation of the wellness peptide market, citing data from analytical testing firm Finnrick, suggests that approximately 8% of tested research peptide samples contained bacterial endotoxin contamination. Endotoxins in small doses cause fever, tiredness, and body aches. In larger amounts, they can trigger life-threatening conditions including septic shock.
Pharmaceutical-grade manufacturing addresses this through multiple controls: depyrogenated glassware, water-for-injection (WFI) grade solvents, validated cleaning procedures between batches, and mandatory Limulus Amebocyte Lysate (LAL) testing of every batch before release. Research-grade manufacturing typically performs none of these steps.
Heavy metals are another concern. Peptide synthesis uses metal catalysts and metal-containing equipment. Without validated cleaning and dedicated equipment, trace metals can carry over between batches or accumulate in the product. Pharmaceutical specifications (per USP <232>/<233>) set limits for elemental impurities including lead, arsenic, mercury, and cadmium. Research-grade COAs rarely include heavy metal testing.
The contamination risk is not theoretical. Reports of injection-site reactions ranging from localized redness to abscess formation have been documented in users of research-grade peptides, consistent with bacterial or endotoxin contamination rather than peptide-related adverse effects.
The Regulatory Framework: cGMP, FDA Registration, and What Matters
The regulatory framework that separates pharmaceutical-grade from research-grade peptides operates on three levels.
Level 1: FDA facility registration. Any facility manufacturing an API intended for use in a drug product must register with the FDA through the Drug Establishment Registration and Listing System. This applies whether the facility is domestic or foreign. Registration does not mean FDA approval; it means the FDA knows the facility exists and can inspect it.
Level 2: cGMP compliance. Registered facilities must comply with 21 CFR Parts 210 and 211. The FDA conducts periodic inspections and issues Form 483 observations for any deficiencies found. Serious or repeated deficiencies can result in warning letters, import alerts, or injunctions.
Level 3: Import controls. The FDA updated Import Alert 66-80 in March 2026 to authorize Detention Without Physical Examination (DWPE) for GLP-1 receptor agonist bulk drug substances arriving at the border. This means shipments of certain peptide APIs from unregistered foreign manufacturers can be detained and refused entry without the FDA needing to test them first. The alert specifically targets unapproved GLP-1 drug products containing semaglutide and tirzepatide.
Research-grade peptide manufacturers sit outside this entire framework. They are not FDA-registered (because they are not making products for human use). They do not follow cGMP (because their customers are laboratories). They are not subject to FDA inspection (because they are not in the drug supply chain). This is not a loophole; it is the system working as designed. Research chemicals are for research. The breakdown occurs when the end use shifts from a petri dish to a syringe.
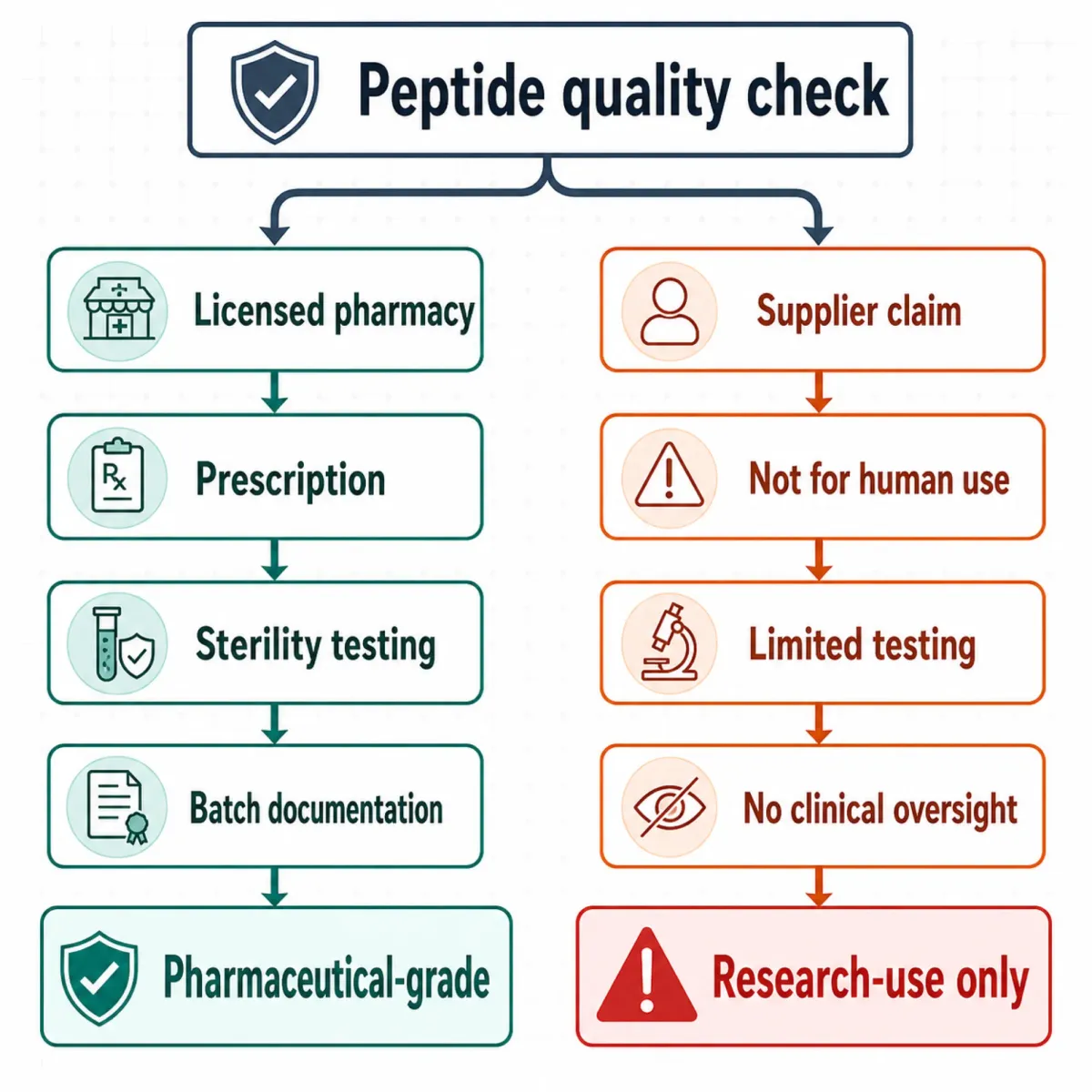
The Practical Buyer's Decision: When Research-Grade Is a Gamble
The honest version of this comparison: pharmaceutical-grade peptides from regulated compounding pharmacies are safer but cost 2-5x more. Research-grade peptides are cheaper but carry unquantified contamination and purity risks.
| Factor | Pharmaceutical-Grade | Research-Grade |
|---|---|---|
| Typical purity | >98% HPLC + full characterization | ~95% HPLC only |
| Sterility verified | Yes (every batch) | Rarely |
| Endotoxin tested | Yes (LAL test, every batch) | Rarely (~8% contamination rate per Finnrick data) |
| Facility inspected | Yes (FDA, state board) | No regulatory oversight |
| Batch records available | Yes (auditable) | Minimal or none |
| Cost (BPC-157, 5mg) | $60-150 | $15-40 |
| Legal for human use | Yes (with prescription, for approved compounding) | No (labeled "research use only") |
The risk calculation depends on what you are injecting and how. A topical copper peptide serum from a cosmetics-grade supplier carries different risks than an injectable growth hormone secretagogue from an unregistered overseas lab. The route of administration matters: subcutaneous injection bypasses every barrier your body uses to filter contaminants from oral intake. What reaches your bloodstream from an injection reaches all of it.
For anyone using injectable peptides, the pharmaceutical-grade premium is not a luxury markup. It is the cost of knowing what you are putting into your body. The $100 you save buying research-grade BPC-157 buys you zero information about sterility, endotoxin levels, or actual peptide content per vial.
Frequently Asked Questions
Does pharmaceutical-grade mean FDA-approved?
No. Pharmaceutical-grade refers to the manufacturing quality standard (cGMP compliance, FDA-registered facility, full analytical testing). A pharmaceutical-grade BPC-157 is manufactured to drug-quality standards but is not an FDA-approved drug product. The grade describes how it was made, not whether the FDA has approved it for a specific medical use.
Is a 99% HPLC purity research peptide as good as a 98% pharmaceutical peptide?
No. HPLC purity measures only one dimension of quality: the percentage of target peptide in the UV-absorbing material. The pharmaceutical peptide has also been tested for sterility, endotoxins, residual solvents, heavy metals, and peptide content. The research peptide has been tested for one thing. The 1% purity difference is irrelevant compared to the testing gap.
What is a certificate of analysis (COA) and what should it include?
A COA documents the analytical testing results for a specific production batch. A complete pharmaceutical COA includes: HPLC purity, amino acid analysis, mass spectrometry confirmation, peptide content, residual solvent levels, endotoxin testing, sterility testing, and appearance. A research-grade COA typically includes only HPLC purity and mass spec. Always check that the batch number on the COA matches the batch number on your vial.
Can I get research-grade peptides tested independently before using them?
Yes. Independent labs like Janoshik Analytical and others offer peptide purity testing (HPLC), identity confirmation (mass spec), and in some cases endotoxin screening. Costs typically run $50-150 per sample. This does not bring a research-grade product to pharmaceutical standard, but it can confirm whether the vial contains what the label claims.
Medical Disclaimer
This article is for informational and educational purposes only and is not medical advice, diagnosis, or treatment. Always consult a licensed physician or qualified healthcare professional regarding any medical concerns. Never ignore professional medical advice or delay seeking care because of something you read on this site. If you think you have a medical emergency, call 911 immediately.